为了给您提供更全面的香港【本地】钢锭弹簧钢厂家让客户买的放心产品信息,我们上传了最新的产品视频。看视频,选购不迷路。
以下是:香港香港【本地】钢锭弹簧钢厂家让客户买的放心的图文介绍
新物通物资有限公司坐落于东昌府区滦河路170号。生产的主要产品有: 齿轮钢厂家、注浆管生产厂家、异型钢管加工厂、304不锈钢管、等。 诚信是金。人无信不立,商无信不远,我们站在发展的角度,坚持走诚信之路,更把这种经营理念贯穿于每一道生产工序中。我们本着以质量拓市场,以信誉赢客户的宗旨,不断增强自身实力,完善内部机制;以更优良的技术,更优良的服务奉献给广大用户。竭诚欢迎广大客户前来参观指导、协商洽谈!



溅。
浇铸时大气中的氧将进入钢锭,使钢液二次氧化而降低钢的质量。浇铸高质量钢时,需用惰性气体氩保护与空气接触的钢流,用合成固体渣粉保护模中上升的钢液面。
镇静钢锭锭身凝固时所造成的体积收缩需用帽头内钢液来补充,因此可适当延长帽头浇铸时间。一般帽头注速比锭身注速慢一倍左右。
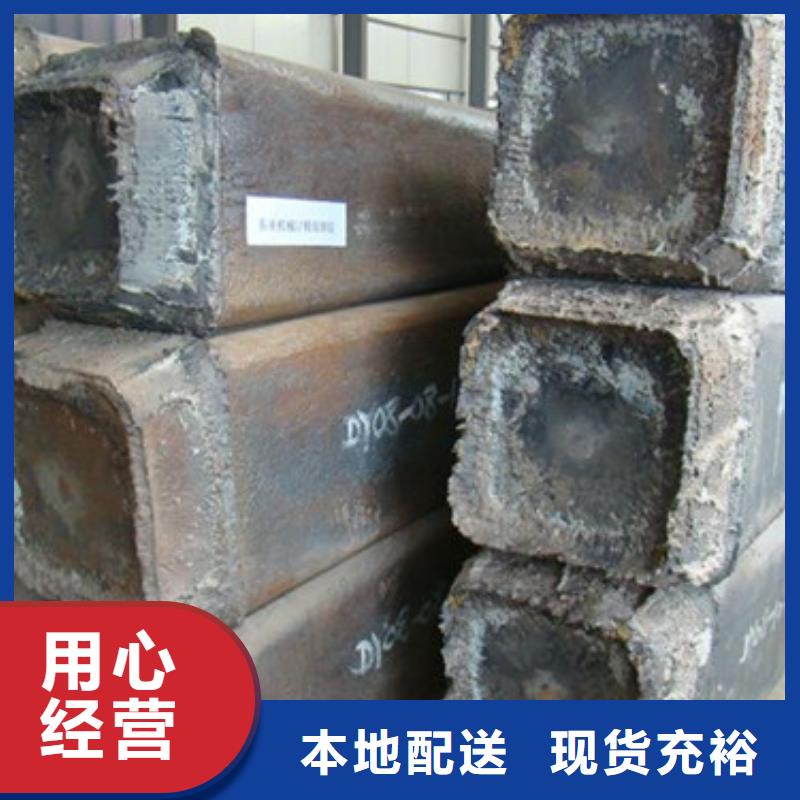
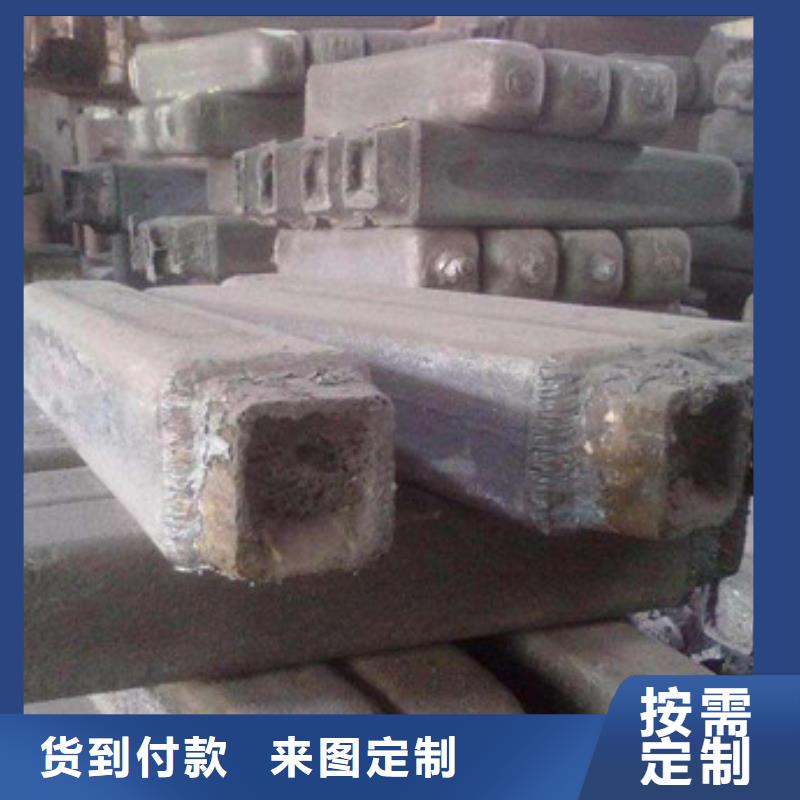
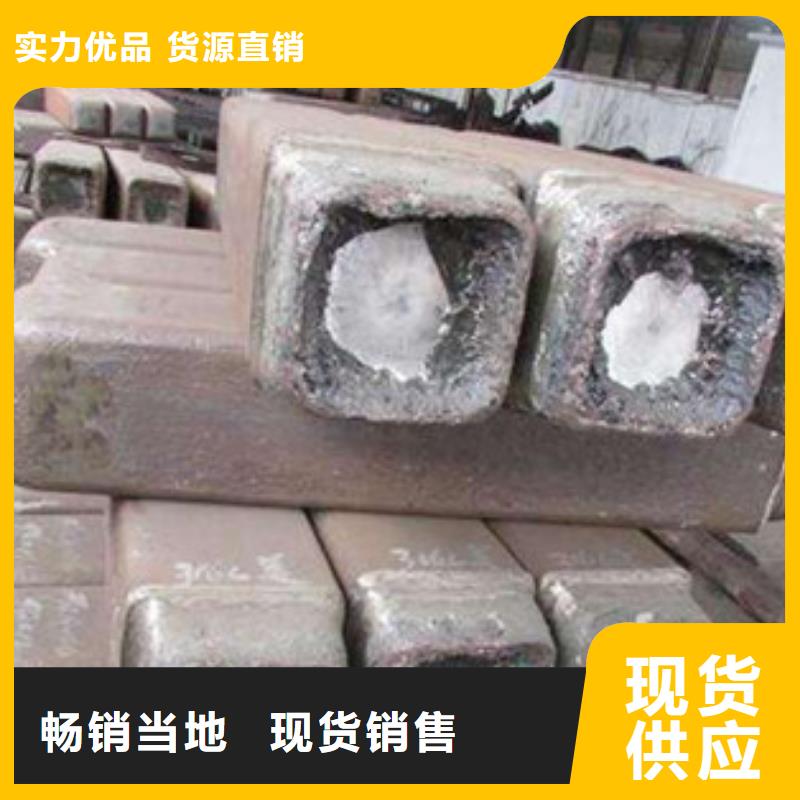
在铸锭过程中由于操作不当或注速、铸温控制不当,会使铸成的锭有种种缺陷。常见的缺陷为:钢锭表面的结疤、重皮和纵、横裂纹,内部的残余缩孔、皮下气泡、疏松和偏析,混入钢中的耐火物和炉渣、灰尘造成的夹杂等。这些缺陷能大大降低钢锭的成坯率,甚至使整个钢锭报废。
未净钢
钢锭只经过了最基本( 限)的脱氧处理。钢锭凝固时,钢锭模的四周及底部生成一层接近纯铁的金属层,而碳、硫及磷等则于中央收缩孔附近生成偏折。



首先人们需要了解的是电解间隙的变化对于铸钢件的性能和质量的影响是十分大的,所以要确保铸钢件的质量就需要对电解间隙的变化加以控制。影响铸钢件的电解间隙变化的因素主要有四点,一则是齿轮模数的影响,如果厂家在生产铸钢件过程中齿轮模数越小,那么铸钢件电解间隙便会越大。
其次阴极长度也是对电解间隙的影响因素之一,如果阴极长度越长,那么电解间隙变化便会越大,但是阴极长度也不能过短,如果太短的话铸钢件的加工效率便会受到影响。铸钢件的齿数也会影响电解间隙,齿数越大,电解间隙便会越小。 的一个影响因素便是铸钢件的螺旋角,但是铸钢件的螺旋角是线性关系影响,所以对此影响并不是十分明显。钢材产品是如今社会发展中备受欢迎的存在,因此,铸钢件就是比较典型的存在,关于铸钢件的生产打造工作中,关于铸钢件的工艺难题该如何解决呢?小编为您进行了如下总结概括。


铸钢件的密度对于钢材的成分,结构和温度的变化是非常灵敏的。铸钢件的密度也多少受断面尺寸或质量的影响。成分和结构的变化,对在室温下确定的碳钢和低合金钢的弹性常数只有很小的影响。 温度升高对弹性模量和刚性模量有鲜明的影响。
在发达 ,越来越多的铸钢件产业开始不断走向高科技的生产,不断提高铸钢件产品的附加值,而我国需要从铸造大国走向铸造强国,需要不断加强铸造业的基础研究和应用研究,必须克服现实的能源、资源、人才瓶颈和环境问题的困扰。抓住机遇,提升铸钢件质量。
补贴的热作用对低合金钢的影响显著.特别是ZG40Mn2的裂纹倾向大.采用热补贴是较终解决办法.没有采用热补贴的ZG40Mn2的补贴较好以机械加工去除.






 扫一扫
扫一扫