为了让您更全面地了解我们的【延边】 本地 螺旋管45#大小口径厚薄壁好品质用的放心,我们精心制作了产品视频。请花1分钟时间观看,您会发现更多细节和优势。
以下是:【延边】 本地 螺旋管45#大小口径厚薄壁好品质用的放心的图文介绍


螺旋焊管生产厂家应持有 颁发的工业产品生产许可证。许可证制度要求螺旋焊管的生产厂家首先应通过 认定的权威检定机构的审查考核,具备相应的生产手段、检验设备,质量保证体系运行良好有效,产品应符合 标准的等级和质量规范的要求,经 工业产品生产许可证办公室确认后发证。所以螺旋焊管生产厂家均有较为完善的质量保证体系和质量控制的运作程序。直缝焊管生产厂家没有工业产品生产许可证的要求。由于热轧卷板的材质技术性能和生产技术工艺要求较高,故一方面国内符合标准的生产厂家比钢板生产厂家要少,另一方面其生产工艺和品质等级决定其市场价位亦高于热轧钢板。这是螺旋焊管的市场售价高于直缝焊管的主要原因。对于钢管销售价格的组成,材料价格是主导甚至是决定性因素。
认真考察螺旋焊管与直缝焊管的价格差异,螺旋焊管的价位略高于直缝焊管是由于生产主材的价格差异所致。然而钢管制作仅只是项目工程的一部份,若考虑到工程整体质量、项目综合造价等因素,螺旋焊管仍具有整体优势。



延边本地商家,从事 延边45#大小口径厚薄壁、生产销售多年,质量优口碑好,询价是免费的,现在联系商家吧!


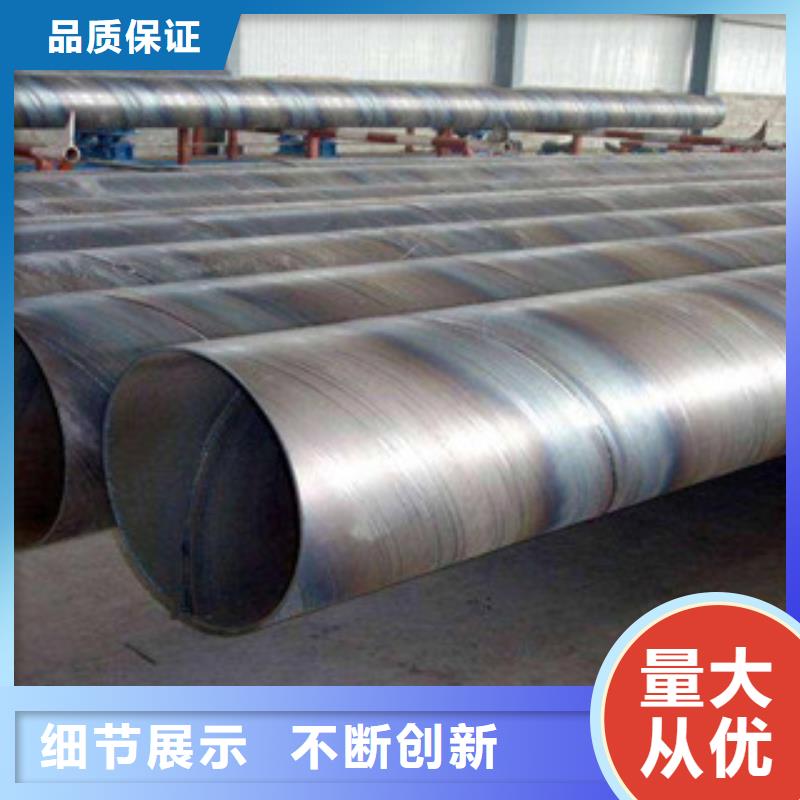
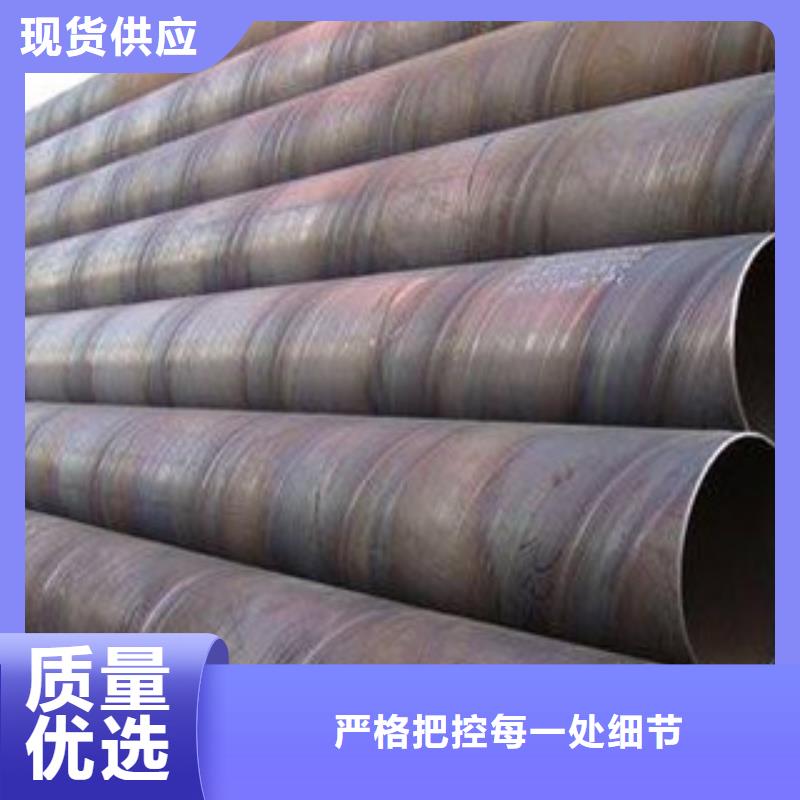
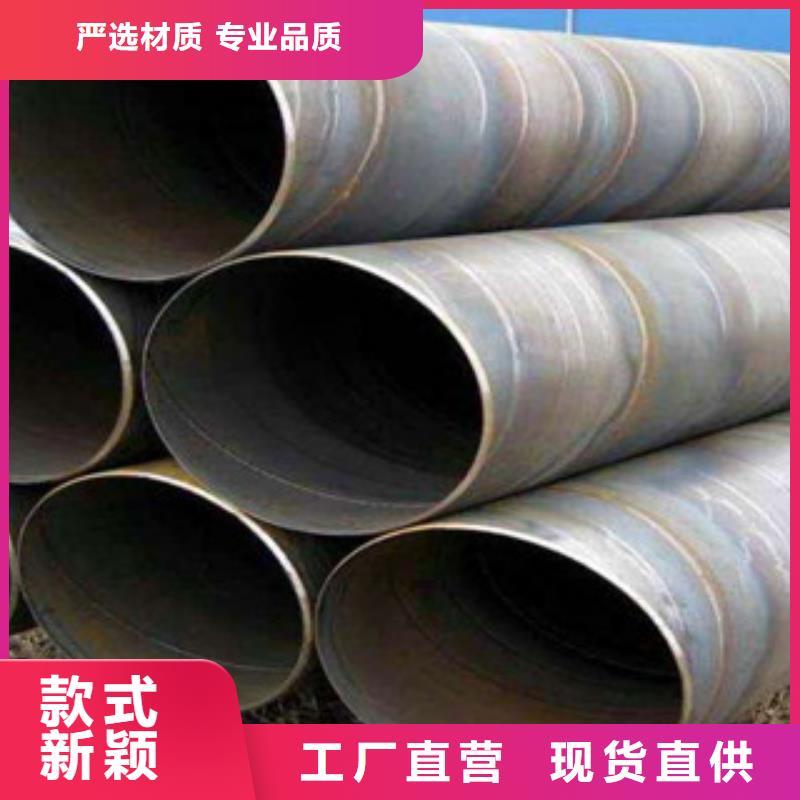
螺旋焊管:是将低碳碳素结构钢或低合金结构钢钢带按一定的螺旋线的角度(叫成型角)卷成管坯,然后将管缝焊接起来制成,它可以用较窄的带钢生产大直径的钢管。其规格用外径*壁厚表示,焊管应保证水压试验、焊缝的抗拉强度和冷弯性能要符合规定。概述内容:工业电视内检设备:检验内焊焊缝外观质量。磁粉探伤仪:检验大口径钢管近表缺陷。超声波自动连续探伤仪:检验螺旋钢管全长焊缝的横向和纵向缺陷。超声波手动探伤仪:对大口径钢管缺陷的复检、补焊焊缝的检验及水压后焊缝质量。
X射线自动探伤机及工业电视显像设备:检验螺旋钢管全长焊缝的内部质量,灵敏度不低于4%。X射线拍片设备:对原始焊缝及补焊焊缝进行检验,灵敏度不低于2%。
2200吨水压机及机自动记录系统:检验每根大口径钢管的承压质量。



根据以上特点可知:螺旋焊管发生 时,由于焊缝所受正应力与合成应力比较小, 口一般不会起源于螺旋焊缝处,其安全性比直缝焊管高。当螺旋焊缝附近存在与之相平行的缺陷时,由于螺旋焊缝受力较小,故其扩展的危险性不如直焊缝大。由于径向应力是存在于钢管上的 应力,所以焊缝处于垂直应力这一方向时承受 载荷。即直缝承受的载荷 ,环向焊缝承受的载荷最小,螺旋缝介于二者之间。静压 强度:经有关对比试验,验证了螺旋焊管与直缝焊管的屈服压力与 压力实测值和理论值基本吻合,偏差接近。但无论是屈服压力还是 压力,螺旋焊管均低于直缝焊管。 试验还显示出螺旋焊管 口的环向变形率明显大于直缝焊管。由此证实,螺旋焊管的塑性变形能力优于直缝焊管, 口一般只局限于一个螺距内,这是螺旋焊缝对裂口的扩展起了有力的约束作用所致。



螺旋钢管是以带钢卷板为原材料,经常温挤压成型,以自动双丝双面埋弧焊工艺焊接而成的螺旋缝钢管。螺旋钢管将带钢送入焊管机组,经多道轧辊滚压,带钢逐渐卷起,形成有开口间隙的圆形管坯,调整挤压辊的压下量,使焊缝间隙控制在1~3mm,并使焊口两端齐平。
生产工艺:原材料即带钢卷,焊丝,焊剂。在投入前都要经过严格的理化检验。带钢头尾对接,采用单丝或双丝埋弧焊接,在卷成钢管后采用自动埋弧焊补焊。成型前,带钢经过矫平、剪边、刨边,表面清理输送和予弯边处理。采用电接点压力表控制输送机两边压下油缸的压力,确保了带钢的平稳输送。采用外控或内控辊式成型。采用焊缝间隙控制装置来保证焊缝间隙满足焊接要求,管径,错边量和焊缝间隙都得到严格的控制。内焊和外焊均采用美国林肯电焊机进行单丝或双丝埋弧焊接,从而获得稳定的焊接质量。


 扫一扫
扫一扫